Семь инструментов качества.
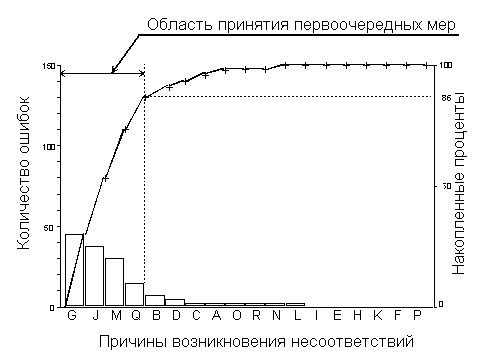
Анализ Парето как правило иллюстрируется диаграммой Парето (рис. ниже), на которой по оси абсцисс отложены причины возникновения проблем качества в порядке убывания вызванных ими проблем, а по оси ординат – в количественном выражении сами проблемы, причем как в численном, так и в накопленном (кумулятивном) процентном выражении.
На диаграмме отчетливо видна область принятия первоочередных мер, очерчивающая те причины, которые вызывают наибольшее количество ошибок. Таким образом, в первую очередь, предупредительные мероприятия должны быть направлены на решение проблем именно этих проблем.
Диаграмма Парето
Стратификация
В основном, стратификация - процесс сортировки данных согласно некоторым критериям или переменным, результаты которого часто показываются в виде диаграмм и графиков
Мы можем классифицировать массив данных в различные группы (или категории) с общими характеристиками, называемыми переменной стратификации. Важно установить, которые переменные будут использоваться для сортировки.
Стратификация - основа для других инструментов, таких как анализ Парето или диаграммы рассеивания. Такое сочетание инструментов делает их более мощными.
На рисунке приведен пример анализа источника возникновения дефектов. Все дефекты (100%) были классифицированы на четыре категории – по поставщикам, по операторам, по смене и по оборудованию. Из анализа представленных донных наглядно видно, что наибольший вклад в наличие дефектов вносит в данном случае «поставщик 1».
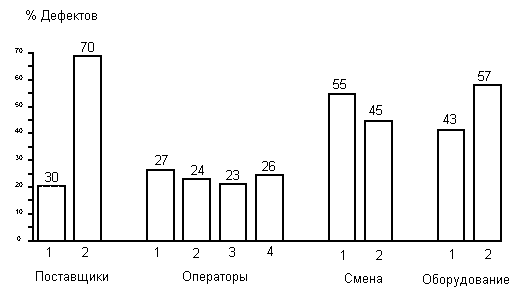
Стратификация данных.
Контрольные карты
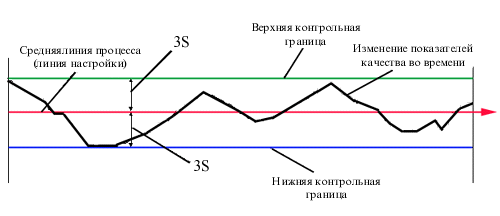
Контрольные карты – специальный вид диаграммы, впервые предложенный В. Шухартом в 1925 г. Контрольные карты имеют вид, представленный на рис. 4.12. Они отображают характер изменения показателя качества во времени.
Общий вид контрольной карты
Контрольные карты по количественным признакам
Контрольные карты по количественным признакам - это как правило сдвоенные карты, одна из которых изображает изменение среднего значения процесса, а 2-я - разброса процесса. Разброс может вычисляться или на основе размаха процесса R (разницы между наибольшим и наименьшим значением), или на основе среднеквадратического отклонения процесса S.
В настоящее время обычно используются x- S карты, x - R карты используются реже.
Контрольные карты по качественным признакам
Карта для доли дефектных изделий (p - карта)
В p - карте подсчитывается доля дефектных изделий в выборке. Она применяется, когда объем выборки - переменный.
Карта для числа дефектных изделий (np - карта)
В np - карте подсчитывается число дефектных изделий в выборке. Она применяется, когда объем выборки - постоянный.
Карта для числа дефектов в выборке (с - карта)
В с - карте подсчитывается число дефектов в выборке.
Карта для числа дефектов на одно изделие (u - карта)
В u - карте подсчитывается число дефектов на одно изделие в выборке.
Бланк контрольной карты
Использованию перечисленных выше групп статистических методов посвящена обширная специальная литература (Более подробную информацию Вы можете получить из книги "Менеджмент систем качества", Учебное пособие/ М.Г. Круглов, С.К. Сергеев, В.А. Такташов, В.Г. Фирстов, Г.М. Шишков. М.: ИПК Издательство стандартов, 1997). Безусловно, при создании систем качества эти методы следует внедрять от простых - к сложным.