Технико-экономическое сравнение систем Адаптивного и Массового производств
Традиционный подход к организации полупроводникового производства, который называется Массовая Производственная Система
(MMS - Mass Manufacturing System), в большей степени ориентирован только на минимизацию себестоимости в расчете на единицу продукции, что является не совсем оптимальным, потому что не учитывает важность таких показателей как: сроки выхода на рынок, капитальные затраты и способность адаптироваться к разнообразию продукции. Именно поэтому начал развиваться альтернативный подход к организации полупроводникового производства, получивший название Адаптивная Производственная Система
(AMS - Adaptable Manufacturing System). В данной работе будет сделана попытка показать (на основе результатов моделирования AMS и MMS фабрик представленных на симпозиуме IEEE/SEMI International Semiconductor Manufacturing Science в 1993 году), что создание более гибкой маркетинговой политики основанной на быстрой реакции к изменению потребностей рынка, позволяет не только быть первыми на рынке, но также не терять способность к массовому выпуску продукции. Т.е., другими словами, за счет увеличения себестоимости изделия, AMS позволяет выйти первыми на рынок с достаточным объемом готовой продукции (качественной), тем самым обгоняя конкурентов на срок от нескольких дней до двух и более недель (зависит от вида продукции), что создает временную монополию на этот вид продукции. Причем, оборудование AMS фабрик и методы функционирования выбраны так, чтобы оптимизировать себестоимость с учетом сроков реализации. А по мере выхода конкурентов на рынок с той же продукцией, но при более низкой цене, AMS способно быстро и с минимальными затратами перестроиться в массовое производство, где себестоимость на единицу продукции почти не будет отличаться от MMS фабрики.
Сравним AMS и MMS фабрики сначала в стадии технологической зрелости. На рисунке 1 и 2 отображены результаты моделирования в виде зависимостей темпа производства и среднего срока производства от общего количества обрабатываемых партий, где размер одной партии, на обоих фабриках, оставался постоянным и составлял 24 подложки.
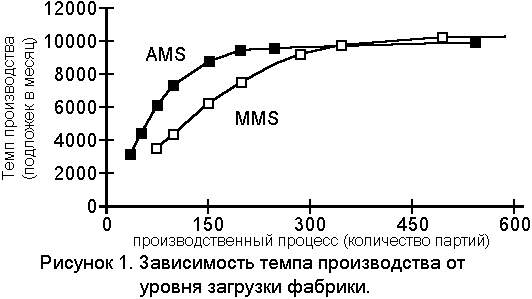
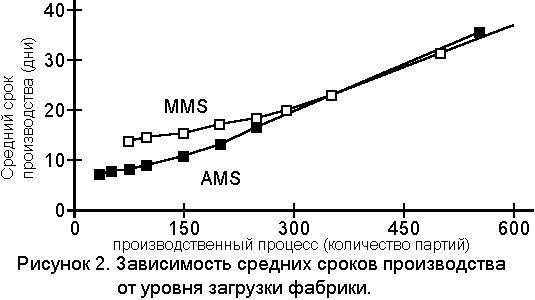
Кластера очистки, осаждения металлов и литографии находились в конфигурации конвейера. При рассмотрении рисунков 1 и 2 видно, что увеличение уровней загрузки приводит к увеличению темпов производства за счет улучшения использования, но также к ухудшению сроков производства, что объясняется эффектом насыщения. Объединяя рисунки 1 и 2, а также преобразуя темпы производства в себестоимость подложки получаем кривые представленные на рисунке 3.
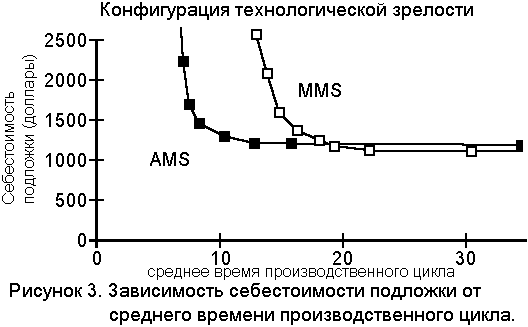
Как показано на этом рисунке, модель предсказывает, что AMS фабрика, даже в конфигурации технологической зрелости, может производить подложки приблизительно в два раза быстрее, чем MMS фабрика. Минимальная прибыль получаемая от AMS фабрики примерно на 15% выше, чем от MMS фабрики.
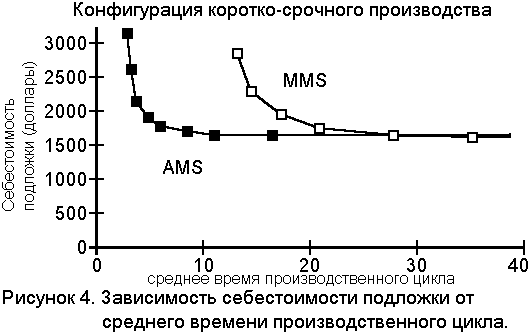
Для дальнейшего анализа сравним результаты моделирования AMS и MMS фабрик сконфигурированных и управляемых на получение быстрых сроков производства. На обоих фабриках размер партии составлял 6 подложек. Также на AMS фабрике были изменены конфигурации кластеров, которые теперь были рассчитаны на серийное производство. В сущности метод анализа ничем не отличается от уже рассмотренного за исключением того, что конечным результатом применения этого метода стал рисунок 4. В этом случае модель предсказывает, что AMS фабрика должна будет производить подложки примерно в три раза быстрее, чем MMS фабрика (на изгибе кривых). Однако, минимальная себестоимость подложек на обоих фабриках получается значительно выше (приблизительно в 3 раза) по сравнению с конфигурацией технологической зрелости.