Технико-экономическое сравнение систем Адаптивного и Массового производств
Фабрики как AMS, так и MMS работающие в пилотной стадии являются во много раз сложной моделью, чем фабрики с коротким сроком производства или в конфигурации технологической зрелости. Объясняется это тем, что затраты на производственные мощности и на оборудование по контролю за браком становятся выразительной частью всех основных затрат. Причем, эти затраты изменяются в широких пределах (в два и более раз), даже для фабрик работающих в одном и том же технологическом уровне. В добавок, научно-исследовательская база может иметь разнообразное оборудование охватывающее несколько технологических поколений. По этим причинам моделирование фабрик работающих в пилотной стадии не производилось. Затраты на производственные мощности являются первоочередной важностью, что служит причиной для совместного использования производственных мест с высоко-объемными фабриками. Например, маленькая 0.25 мкм фабрика работающая в пилотной стадии может параллельно работать с большой 0.5 мкм фабрикой.
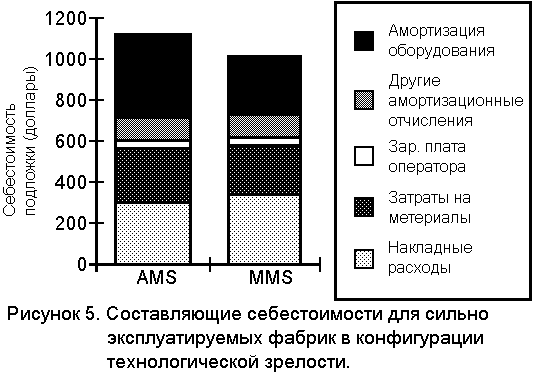
Рисунок 5 показывает различие в себестоимостях подложек для области находящейся слегка справа от рабочих точек кривых на рисунке 3. Оборудование и другие капитальные вложения обесценивались свыше пяти лет. Накладные расходы включают жидкие химикаты на MMS фабрике, запасные части, поддержка внешних обязательств, а также косвенные расходы на администрацию и специалистов. Но рисунок 5 не включает распределение расходов возникающие вне фабрики, такие как расходы на руководство корпорацией и усовершенствование продукта. Если бы эти величины были включены, то себестоимость подложек была бы выше. Большая часть фабричных расходов независит от использования фабрики, кроме затрат на материалы и оператора, которые частично пропорциональны использованию. Основным оправданием высокой себестоимости подложек в AMS по сравнению с MMS, рисунки 3, 4 и 5 - это увеличенные расходы на обслуживание оборудования. Так как процесс новый, то ожидается, что улучшение литографических кластеров и использование одноподложечной жидкой очистки (в противоположность сухой) уменьшит эти расходы до низкой значимости.
Преимущества производства AMS фабрик является результат появления целого ряда доступных технологий. Например, многовариантное независимое управление многозонными лампами недавно сделало технически осуществимым быстрое выращивание и осаждение термической пленки. Стратегия изолированного контроля сделало возможным объединять такие машины друг с другом в последовательность для серийной обработки, которая не должна будет зависеть от интерактивных измерений для того, чтобы поддерживать управление процессом. Для AMS фабрики доступны три главные технологические изменения в производстве:
1). Способность заменить фактически все установки групповой обработки на установки индивидуальной обработки подложек, причем затрачивая на это минимум средств;
2). Возможность сгруппировать эти устройства не подвергаясь значительным потерям в управлении процессом;
3). Снижение времени наладки, особенно в степперах.
Заменяя оборудования групповой обработки пластин, особенно печей и линий влажной обработки, уменьшается минимальное время всего процесса обработки. Сгруппированное оборудование позволяет дальнейшее уменьшение времени, предлагая конвейерную загрузку партий (коротко-срочный режим) или параллельную обработку партий (режим технологической зрелости). Удаляя часть оборудования и уменьшая время наладки создаем экономически выгодные маленькие размеры партий, которые могут быть использованы для дальнейшего уменьшения сроков производства.